

Why backsheet durability sequence testing matters
Backsheet cracks that allow moisture to enter a PV module can severely impact field performance and safety. Other signs of backsheet aging, such as yellowing and chalking (powder accumulation on the backsheet surface), are potential indications of material degradation.
Kiwa Extel has analyzed multiple sites with backsheet issues. In 2017, they conducted a study on a 10 MW ground mount project in Thailand that was commissioned in 2013 and had portions of the site that were underperforming. Numerous backsheet cracks were noticed around the cell perimeters allowing moisture into the laminate. This further led to corrosion and discoloration. In extreme cases the issue caused ground and arc faults from the cells’ electrical circuit to the racking via a path through the backsheet cracks, resulting in burn marks and broken glass.
Kiwa Extel’s further investigations discovered that one 2 MW section of the array had 5% lower power than the module’s power guarantee. Based on these findings, the module manufacturer supplied replacement modules, but the site owner still had to pay for the labor to replace the modules.
Requiring the Kiwa PVEL PQP’s Backsheet Durability Sequence testing helps to prevent unreliable backsheets from entering the market, thus avoiding backsheet-related failures.
 |
 |
 |
Backsheet cracking can lead to moisture ingress, corrosion, electrical arcing to the point of glass breakage and safety concerns.
Materials assessed
|
The backsheet durability sequence is solely focused on the backsheet’s susceptibility to polymer degradation. This test is therefore not required for glass//glass modules or when other module materials are changed.
|
 |
Test procedure
|
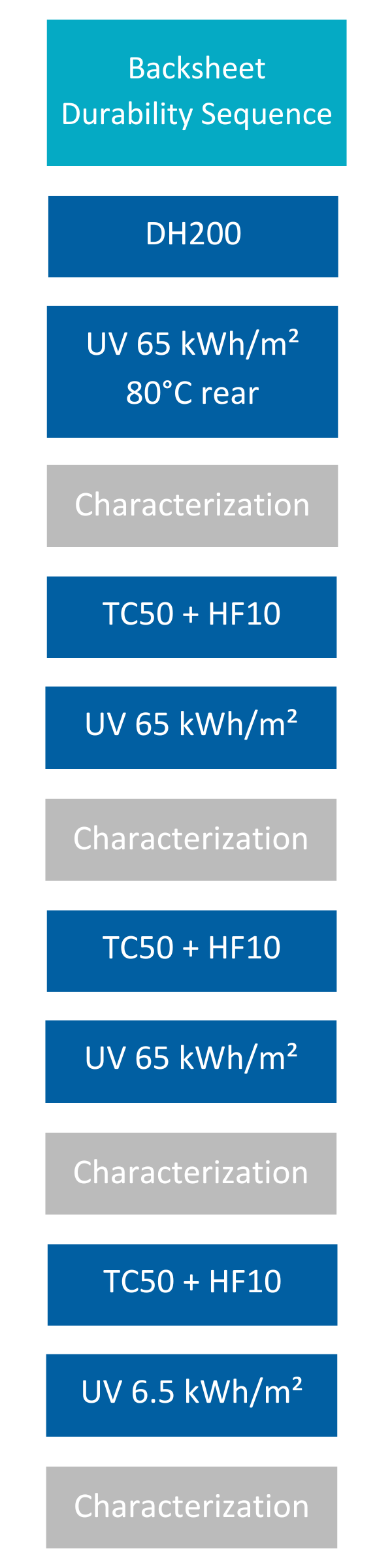
BDS utilizes high temperature and high humidity to stress the backsheet. UV light can break polymer chains in backsheets, resulting in degraded mechanical properties. Cyclic thermal stress allows for the full level of material degradation to be realized. The test begins with exposing glass//backsheet modules to 200 hours of damp heat, which weakens bonds in susceptible polymer backsheet materials. This is followed by rear-side UV exposure, 50 thermal cycles (TC), and 10 humidity freeze (HF) cycles. This sequence of UV, TC and HF testing is repeated twice more, followed by a short UV exposure for photobleaching, which removes a specific form of discoloration that occasionally happens in laboratory environments, but not in the field. Throughout BDS, PVEL performs visual inspection and colorimeter measurements which use the Commission Internationale de l’Eclairage (CIE) L*a*b* coordinate system, with b* representing the yellow/blue coordinate. As material yellowness increases, so does the b* value. Calculating the difference between b* values (“delta b star”) at the beginning and end of BDS testing provides a marker for backsheet discoloration and potential material degradation. |
 |